
Fastening on steel in corrosive environments
Hilti provides a range of faster, more reliable and efficient solutions for fastening to steel
Ideal for corrosive environments, such as the energy and industry sector.


What is corrosion?
Corrosion is the physicochemical interaction between a metal and its environment, which results in changes in the metal’s properties and may lead to significant functional impairment of the metal, the environment, or the technical system of which they form a part (see ISO 8044:2010).
In construction and engineering corrosion may have a major impact on structures and fastenings made of metals such as carbon steel, stainless steel, zinc, copper and aluminum. It is estimated that roughly one fifth of the world’s annual steel production is to replace parts damaged by corrosion. While this amounts to a considerable economic loss, a greater concern is the safety risks, where corrosion may lead to failure in a fastening system.
Traditional methods for fastening to steel
Welding

Prepare surface
- Time consuming preparation of the coated steel e.g. with an angle grinder
- Creates a lot of sparks, which can be a hazard

Weld channel to steel structure
- An experienced and certified welder is required
- External power supply required, which can be difficult on some jobsites
- May require a hot work permit and, on some sites, a dedicated fire watch
- Can be weather-dependent

Clean and repaint area
- Need to wait until the welded area has cooled down before painting
- Multi-layer painting common in the Oil and Gas industry can take 3 to 6 days, including drying time, meaning expensive and time-consuming rework
Through bolting

Multi-step drilling
- Drilling process can be time-consuming depending on the thickness and hardness of the steel
- Steel exposed from the drilling must be properly coated to avoid corrosion

Secure the channel in place
- Access to both sides is needed
- Installer needs to work with small parts such as nuts, washers and bolts that may get dropped or lost
Clamping

Position the clamp and channel
- Limited in direction of attachment of the component since clamps require a specific orientation relative to the structural steel
- Access to both sides of structural steel is needed
- Very high material costs, especially for corrosion-resistant clamps in hot-dip galvanized or stainless steel

Complete the fastening
- Proper tightening is necessary, however over-torqueing may cause damage to the coating of the steel
- If clamp is exposed to vibration then periodic maintenance might be required
Innovative Hilti methods for fastening to steel
Three fast and reliable ways for fastening to steel
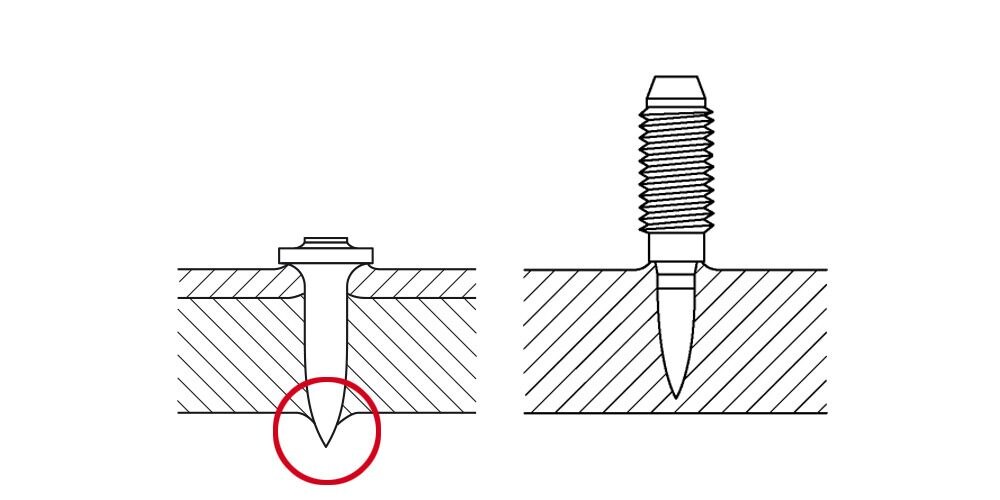
Sharp tip fastening
A fastening technology where a sharp tip stainless steel fastener is driven by a powder-actuated tool into the base material, creating a high-quality connection.
- Suitable for high-frequency fastening where the fastening can be completed in a few seconds
Stainless steel fasteners for mildly-corrosive environments where penetration through base steel is acceptable.
Watch the sharp tip video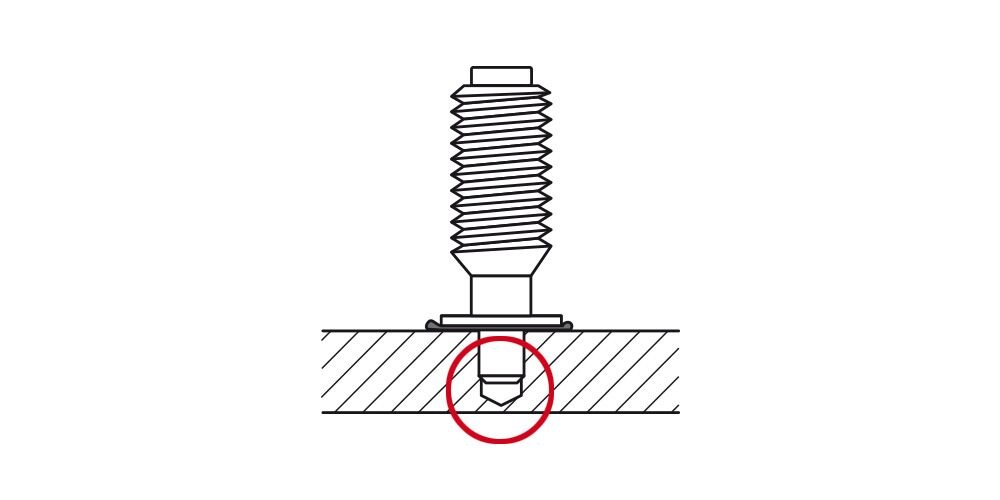
X-BT blunt tip fastening
A revolutionary fastening technology where a blunt-tip stainless steel fastener with a smooth cylindrical or conical shank is driven by a powder-actuated tool into a pre-drilled hole in the base material, creating a high-quality connection.
- No damage to the corrosion protection coating in non-through penetration applications
- Fastenings in less than 2 minutes
Duplex stainless steel fasteners for highly-corrosive environments. Fiber reinforced polymer (FRP) / duplex stainless steel fasteners for mildly-corrosive environments.
Watch the blunt tip video BX 3-BT fastening tool for X-BT threaded stud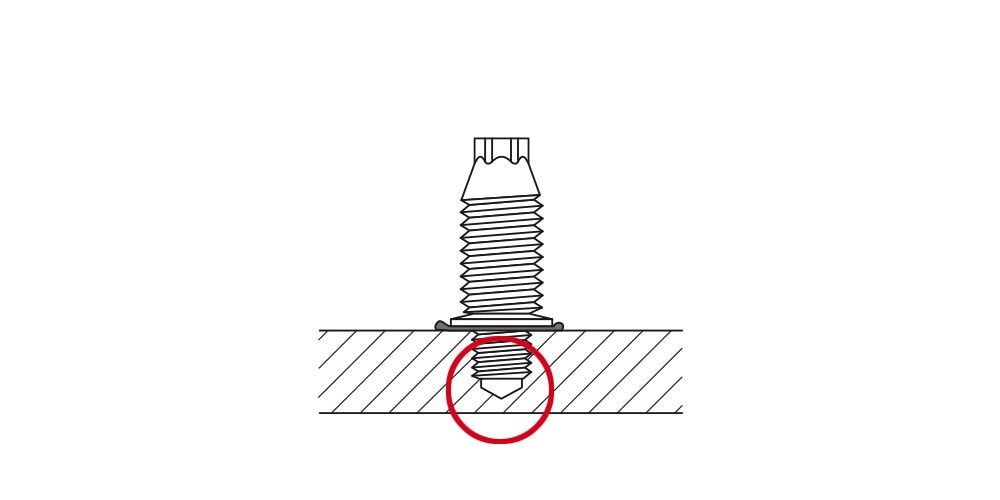
S-BT blunt tip screw fastening
A revolutionary fastening technology where a blunt-tip stainless steel fastener with a screw type shank is driven by a torque controlled screw driver into the pre-drilled hole in the base material creating a tapped connection.
- No damage to the corrosion protection coating in non-through penetration applications
- Fastenings in less than 2 minutes
Duplex stainless steel fasteners for highly-corrosive environments. Duplex coated carbon steel fasteners for mildly-corrosive environments.
Watch the blunt tip screw videoAdvantages over traditional methods







Which technology is right for me?

Sharp tip fastening
Base material
Steel
Minimum thickness
6 mm
Through penetration
Yes
Tool required
DX 5 or DX 450 or DX 460
Available thread diameter
M8
Fastener material
SS A2 equivalent

X-BT blunt tip fastening
Base material
Steel, stainless steel, cast iron
Minimum thichness
8 mm
Through penetration
No
Tool required
SF BT A22 and DX 351-BT(G)
Available thread diameter
M6, W6, M8, M10, W10
Fastener material
SS A4 equivalent and FRP (X-BT-MF)

S-BT blunt tip screw fastening
Base material
Steel, aluminum
Minimum thichness
6 mm
Minimum thichness
No
Tool required
SBT 4-A22
Available thread diameter
M8, M10, W10
Fastener material
SS A4 equivalent and duplex coated carbon steel
Key applications



Share this content